欢迎来到泰安永兴超声波焊接设备厂!
| 超声波焊接的焊口设计 | ||
|
|
||
|
发布日期:[2015/3/17 9:59:54] 点击率:[5092] 来源:泰安永兴超声波焊接设备厂 |
||
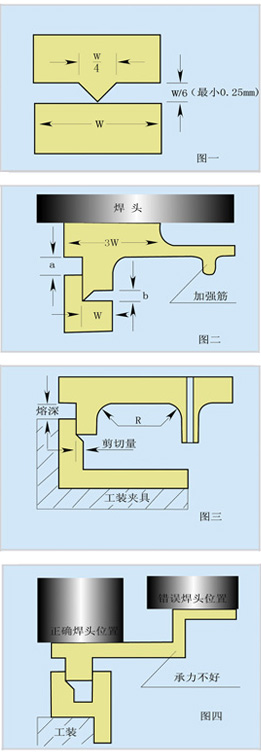
超声波焊接的焊口设计:
|
||
| 上一篇:焊接工艺在汽车行业中的应用 下一篇:超声波焊接的主要应用技术 | ||
泰安永兴超声波焊接设备厂 版权所有 工厂地址:山东省泰安市泰山区省庄镇工业园区九星街153号
联系人:陈总 18853864888 18661332659 电 话:0538-6575978
销售部地址:泰安市高新区双创大厦1207 电话:0538-6133269 传 真:0538-6575978 邮 箱:info@geogridequipment.com
鲁ICP备15007213号-1 技术支持:飞讯网络